Process Reliability
in Availability Workbench
Download Availability Workbench and dive into our powerful Process Reliability module.
- Identify systematic and reliability losses by recognizing trends in the production data
- Analyze data using Weibull plots
- Define nameplate production ratings
- Compare production data from different plants
- Distinguish between systematic production losses and reliability losses.
- Automatic calculation of Actual Losses, Production Losses and Reliability Losses
- Import/export facilities to databases and spreadsheets
Our software has been in continuous development since the 1980s and is the recognized standard for safety and reliability professionals.
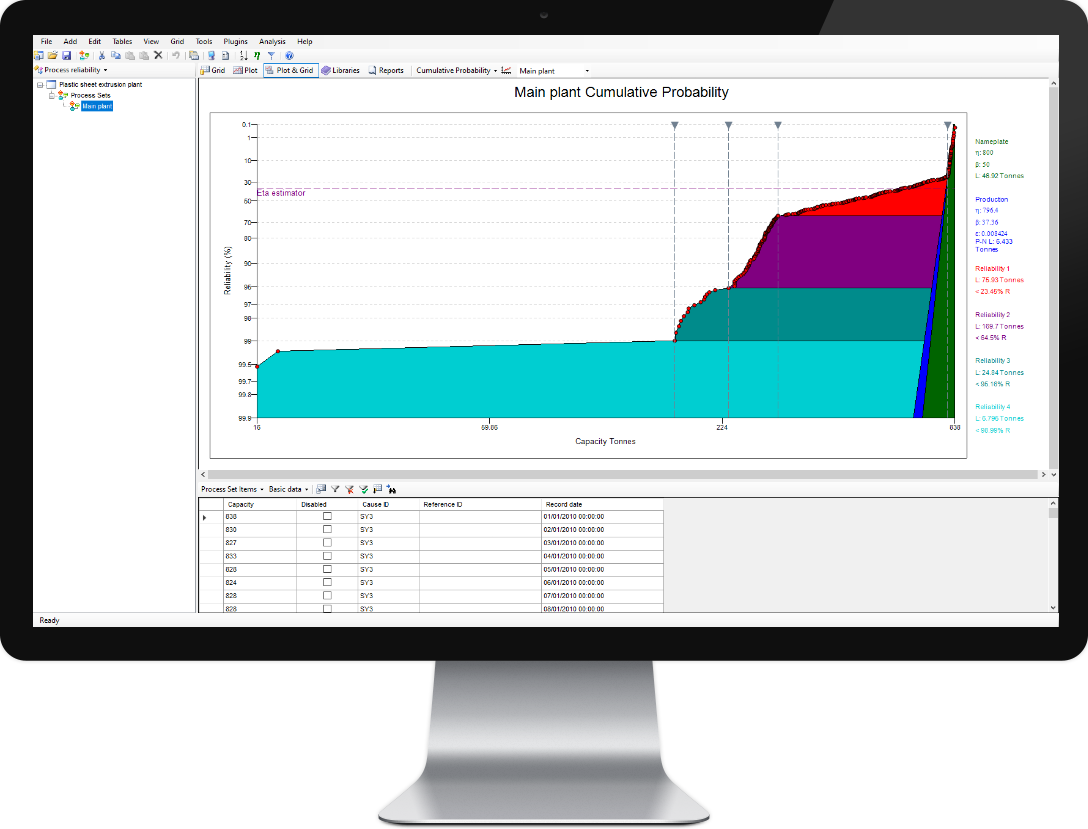
Analyze Production Data and Identify Trends
The Process Reliability module allows production data to be compared from different plants or different time periods. Production data may also be transferred from simulated production profiles created from within the AvSim module. This allows production data from potential plant improvements to be compared with existing production data. Read More...
Why choose Isograph?
Our Credentials
Partners.
Premium Support
Industry Standards
Development
Download Free Trial
Other modules in Availability Workbench
RCMCost | AvSim | Weibull | Life Cycle Cost | SAP Portal | Maximo Portal | Accelerated Life Testing